溶融亜鉛めっき
工程
- 脱脂
- 製品に付着した油分を除去するため、苛性ソーダ水溶液の槽に入れる。
- 酸洗
- 鉄の錆やスケールを除去するため、薄い塩酸水溶液の槽に入れる。
- フラックス
- 酸洗後の防錆と、鉄の亜鉛の合金反応促進のため、塩化亜鉛アンモン水溶液の槽に入れ、素材表面に皮膜を形成する。
- めっき
- 溶融した亜鉛の槽に入れ、めっき皮膜を形成する。
特性
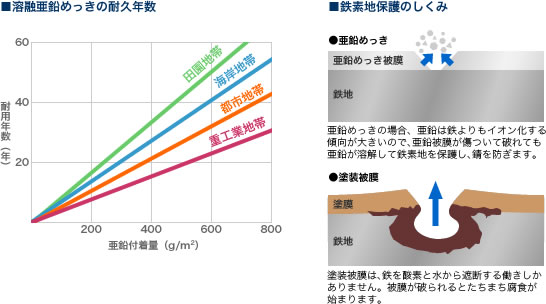
製品の寿命を大きく伸ばす抜群の耐久性
溶融亜鉛めっきは、純亜鉛層の緻密な保護皮膜と、鉄素地に対する電気化学的な犠牲防食作用によって、抜群の防錆効果を発揮。大気、淡水、海水、土壌などの厳しい環境条件から鉄を守り、製品寿命を大きく伸ばします。
他の方法より経済的なメンテナンスフリー
溶融亜鉛めっきは、長い年月にわたって防錆効果が持続しますから、まったくのメンテナンスフリー。長期的に見れば、塗り替えが必要な塗装などの表面処理方法と比べてはるかに経済的です。
| (注) | 塗装例1 | 鉛系さび止め塗装2層 フェノール系塗装1層 塩化ゴム系塗装2層 |
| 塗装例2 | 鉛系さび止め塗装1層 フタル酸樹脂塗装2層 |
| (亜鉛めっき鋼構造物研究会パンフレットNo.4より) |
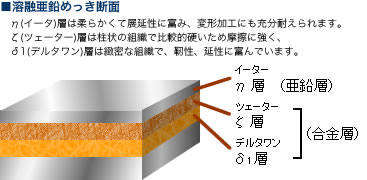
衝撃・摩擦にも強い鉄との優れた密着性
溶融亜鉛めっきは、鉄素地と亜鉛とが互いに反応して緻密で厚い合金層を形成し、鉄に強固に密着します。さらに純亜鉛層の皮膜で覆って鉄を守るため、衝撃や摩擦にも強く、剥離する心配もありません。
複雑な構造も、すみずみまで完全均一にめっきできます。
めっき層に浸漬してめっきしますから、構造が複雑なタンクの内面やパイプなど、目に見えない部分、手の届かない部分でも、すみからすみまで均一にめっきできます。
溶融亜鉛めっきの種類とめっき付着量および均一性
| 種類 | 記号 | 付着量 (g/m2) |
硫酸銅 試験回数 |
適用例(参考) |
|---|---|---|---|---|
| 1種 | HDZ A | - | 4回 | 厚さ5mm以下の鋼材・鋼製品、鋼管類、径12mm以上のボルト・ナット及び厚さ2.3mmを超える座金類。 |
| HDZ B | - | 5回 | 厚さ5mm以下の鋼材・鋼製品、鋼管類及び鋳鍛造品類。 | |
| 2種 | HDZ 35 | 350以上 | - | 厚さ1mm以上2mm以下の鋼材・鋼製品、鋼管類、径12mm以上のボルト・ナット及び厚さ2.3mmを超える座金類。 |
| HDZ 40 | 400以上 | - | 厚さ2mmを超え3mm以下の鋼材・鋼製品及び鋳鍛造品類。 | |
| HDZ 45 | 450以上 | - | 厚さ3mmを超え5mm以下の鋼材・鋼製品及び鋳鍛造品類。 | |
| HDZ 50 | 500以上 | - | 厚さ5mmを超える鋼材・鋼製品及び鋳鍛造品類。 | |
| HDZ 55 | 550以上 | - | 過酷な腐食環境下で使用される鋼材・鋼製品及び鋳鍛造品類。 |
備考
●HDZ 55のめっきを要求されるものは、素地の厚さ3.2mm以上である事が望ましい。3.2mm未満の場合は事前に当事者間で協議する事。
●表中適用例の欄で示す厚さ及び径は、呼称寸法による。